因而冷轧板带钢的主要品种,从镀锡板、深冲板直到硅钢片及不锈钢带都可采用而经济的连续退火处理。整平整实质上是采用小压下率(、3%-3%)的冷轧。经过平整后的板带钢可以消除屈服平台,在带钢平整后相当长的一段时间内不出现冲压滑移线,同时使板带的屈服极限达到,从而提高板形的成形性能。平整可改善板形,提高板带的平直度。为此平整机的轧辊辊径应尽量选大一些有利。此外通过选用不同处理过的辊面轧辊进行平整。供应克孜勒苏56c#Q355B工字钢配送到厂

天津市永发钢铁贸易有限公司常年经营:无缝钢管,不锈钢管,螺旋钢管,镀锌带焊管、方矩管、直缝焊管、镀锌加工、 非标方矩管、非标焊管加工、大口径焊管、大口径方矩管、丁字焊管、卷管,H型钢,槽钢,扁钢,工字钢,方钢,角钢,钢轨,冷弯型钢,国标镀锌角钢,热镀锌角钢,不等边热镀锌角钢,镀锌槽钢,热镀锌槽钢,热镀锌方管,热镀锌方矩管,镀锌H型钢,镀锌扁钢,镀锌圆钢,各材质钢板及其他型材等产品的经销批发的有限责任公司。
PVC—U材质为多组分,它的熔体流动性差、粘度大、加工工艺复杂;要满足制品的性能,不同的模具结构要选用不同的配方体系。笔者主要对PVC—U管件注塑模具的浇注系统进行优化。因为浇注系统看似简单却是一副模具关键的组成部分。可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。所以浇注系统决定着制品的内在性能及表观质量。PVC—U管件注塑模具浇注系统的优化(除配方外)是提高PVC—U管件制品性能的一条重要途径。注系统的几种常用形式¨一般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、制造上可节约成本。应用于PVC—U管件系列制品的浇注系统可归纳为3种。普遍应用于管箍类制品的中心支架浇口类(轮辐式浇口)。普遍应用于11mm以上的9O。弯头、三通等直接进料浇口类(无分流道),如图1b所示。普遍应用于9O。弯头、45。弯头侧进料浇口类,几种PVC.jam过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。
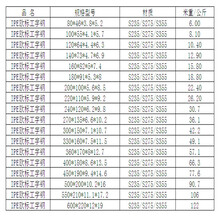
普通工字钢、轻型工字钢已经形成标准,普通10#工字钢相当于上的I100(也比如10#槽钢相当于槽钢U1(因为各国执行的标准不同,造成它们的规格有细微的差别)细微的差别)普通工字钢的用途相当于HN型钢
供应克孜勒苏56c#Q355B工字钢配送到厂
处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;
三段磨机“二对一”改造在原工艺规划中,三段磨机有用利用系数为.95t/(hm3),28年2次氧化矿全流程调查中均发现三段磨机有用利用系数仅为.395t/(hm3),与规划比较距离较大,阐明三段磨矿才能充裕许多。针对三段磨机过磨与才能过大问题,公司经多方证明,制订出2个系列共用1台三段磨机的改造计划,即只拆迁1个系列的三段水力旋流器组到对应的另一个系列,三段磨机排矿经分矿后自流回本系列二段水力旋流器给矿泵池,不添加动力设备。